Spark Assisted Chemical Engraving (SACE)
 Microchannels machined by SACE in thick silicon dioxide deposited on low resistive silicon substrate
Microchannels machined by SACE in thick silicon dioxide deposited on low resistive silicon substrate
|
Spark Assisted Chemical Engraving (SACE), also known in the literature as Electro Chemical Discharge Machining, or ECDM (not to be confused with Electro Discharge Machining and Electro Chemical Machining for Conductive Materials, two processes that are also referred to as ECDM in combination), is based on electrochemical discharges.
Principle of SACE Technology
|
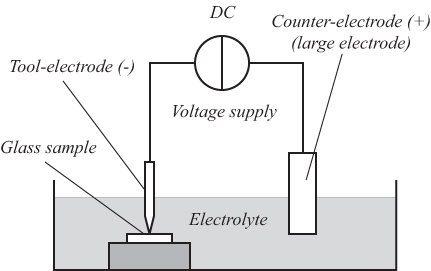
The work-piece and two electrodes are dipped into an electrolyte (typically aqueous NaOH). The cathode is used as a tool. When applying a voltage higher than a critical value (typically 30V) a gas film around the tool is formed be coalescence of the bubbles growing on its surface. Electrochemical discharge occurs between the tool and the electrolyte. The heat generated locally attacks the work-piece. Unlike several micro-machining technologies, SACE needs neither clean-room facilities nor mask fabrication.
Material Removal Mechanism
|
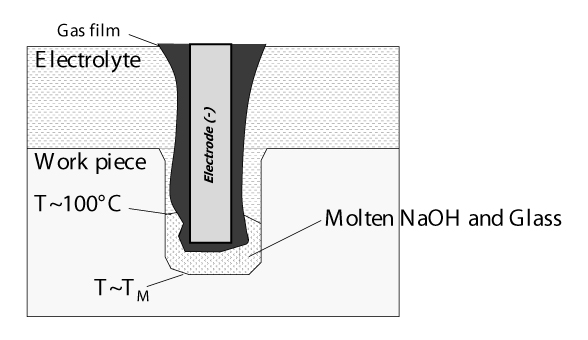
The electrochemical discharges heat up the work-piece locally and a zone of glass with lowered viscosity and molten electrolyte salt forms in front of the tool-electrode. Material removal takes place by local chemical etching of the glass surface by the OH radicals contained in the electrolyte.
Current Research
Our current research focuses development of control algorithms with the aim in increasing efficiency and repeatability of micro-drilling and channel micro-machining. The development of control algorithms is based on force feed-back. Our set-up allows the measurement of the forces exerted on the tool electrode during machining. The force signal contains several useful information, among them the local temperature of the machining zone (via a model of the glass state during SACE machining). A second approach is the utilisation of tools from stochastic quality control. The aim is to find indicators allowing to guarantee that the next drilling will be within the desired specifications with a given confidence level.
Applications
Main applications for glass drilling and channel micro-machining are in the field of micro-fluidics, which includes devices like micro-mixers, reaction chambers, cell cultivation chambers, etc.